The available performance potential of the entire machine is negatively influenced by inadequate maintenance and handling.
In the agricultural sector, chopping and harvesting are the tasks which require the most energy. Chopping corn and wilted grass are on top of the list.
Depending on harvesting and operating conditions, up to 70 percent of the machine power is used for the chopping assembly and discharge blower. This results in high fuel costs.
The driver’s decisions have considerable influence when it comes to reducing the costs per 1 ton of harvest.
The driver is not able to affect the fuel price, but he can influence the fuel consumption of the machine and the condition of the cutting components and wear parts.
The driver is responsible not only for the number of grinding cycles and the length of grinding intervals of knives, but also for the appropriate adjustment of the cutting clearance between shear bars and knives.
Thus, the driver directly influences the service life of the cutting components and wear parts and, consequently, the fuel consumption of the machine.
Which influencing factors have to be considered in order to reduce the costs during operation by proper maintenance and handling of cutting components and wear parts?
It is crucial that the entire setup – from cutting components of the corn header to forage harvester knives and shear bars as well as to blower paddles and wear plates of the crop flow channel – form a unit.
These elements are supposed to be coordinated to effectively exploit the available performance potential of the machine during the harvesting season.
Using original parts together with reproductions
The worst choice for equipping machines is using original parts together with reproductions because this causes considerable cost disadvantages during operation.
Field tests showed that the service life of original parts, when handled and maintained properly, was up to 10 times longer than the service life of reproductions due to differences in quality and performance.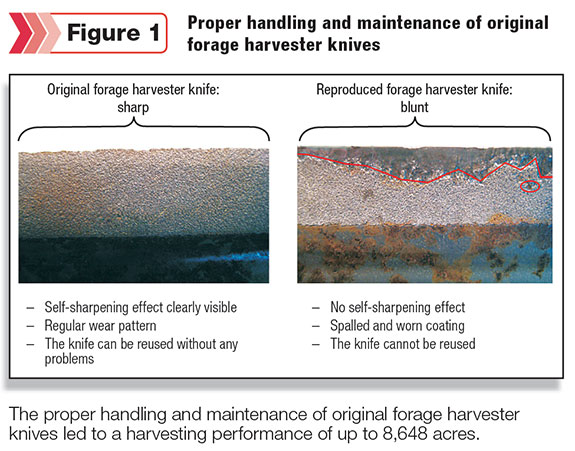
During a field test in the 2010 season, an agricultural contractor used original forage harvester knives and reproduced forage harvester knives in one machine at the same time.
The result after only 502 acres of harvesting corn is visible in Figure 1.
Shear bars
The shear bar is the most heavily used part during harvesting and is chiefly responsible for cutting quality.
Different harvesting and operating conditions lead to different wear patterns on the cutting components.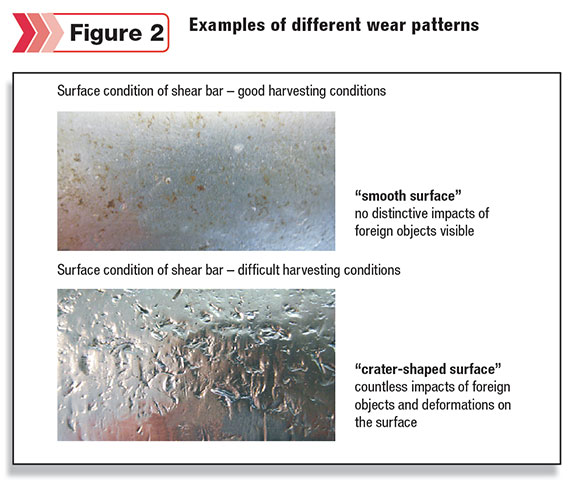
The wear patterns are the basis for choosing the best quality and most suitable type of shear bar (Figure 2).
Adjustment of cutting clearance
Together with the correct mounting of the shear bar, the exact adjustment of the cutting clearance between knife and shear bar plays a key role not only in harvesting corn, but also in grass.
Whether it is done manually or automatically, the driver has to continually assure if the shear bar is adjusted appropriately.
It has been proven that a large cutting clearance causes much higher energy consumption. Adjusting the cutting clearance continuously already leads to easier pulling of the machine and improvement of the cutting quality.
It is much more important to continuously adjust the cutting clearance than to grind the knives intensely.
Self-sharpening effect
Original shear bars and forage harvester knives for harvesting corn have a self-sharpening effect when coated with high-quality coatings, i.e., the basic material wears faster than the coating on the cutting edge. The coating forms an aggressive cutting edge called mouse teeth.
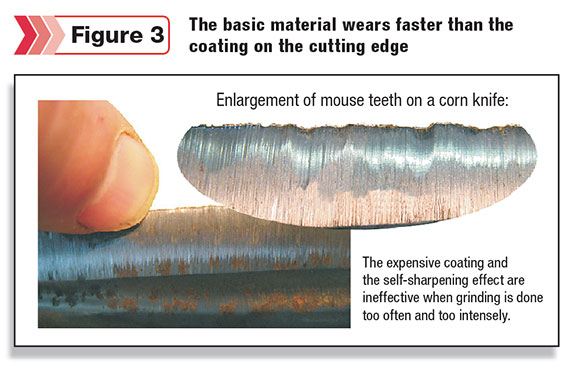
On original parts, the self-sharpening effect is very well visible and can be touched with the fingernail (Figure 3).
The expensive coating and the self-sharpening effect are ineffective when grinding is done too often and too intensely.
Advantage in quality, difference in performance and the additional value of original parts cannot be used efficiently when parts are handled improperly.
Grinding cycles
The correct mounting of knives, the grinding-in of knives, the self-sharpening effect and the number of grinding cycles and intervals are of great importance when using original knives.
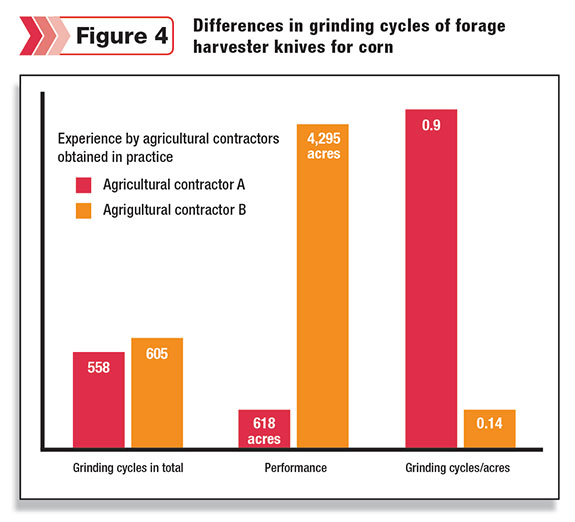
Figure 4 shows that agricultural contractors use and maintain cutting components differently. This example illustrates the length of grinding intervals and the number of grinding cycles.
Both agricultural contractors used the same original cutting components and wear parts and carried out almost the same number of grinding cycles; however, harvesting results were extremely different, with a proportion of 1 to 7.
The reason for this is that agricultural contractor A ground the knives too often, after about 20 acres on average, not taking advantage of the self-sharpening effect.
On average, agricultural contractor B ground the knives after about 138 acres and, therefore, increased the service life of the knives considerably without reducing cutting quality or increasing fuel consumption.
Agricultural contractor B was able to effectively exploit the performance potential of the cutting components and the self-sharpening effect.
Summary
Using original quality cutting components and wear parts may considerably reduce the grinding effort when used and maintained properly without impairing cutting quality.
This lengthens the operating time while high quality of the cutting components is maintained, but fuel consumption is not increased. Thus, the available performance potential of the entire machine is enhanced significantly.
The cost-benefit analysis clearly shows that grinding less and adjusting shear bars more often considerably reduces the costs per 1 ton of harvest if only a few influencing factors are taken into account during harvesting. FG
Josef Berger is the head of field testing and Gerhard Glösl works in marketing for Busatis, Inc. Located in Purgstall, Austria, Busatis is one of the leading suppliers of cutting components and wear parts for the agricultural machines industry, exporting and delivering only to original equipment manufacturers (OEMs) all over the world.







